
Produkty Kategoria
- Nadajnik FM
- 0-50w 50w-1000w 2kw-10kw 10kw +
- Nadajnik TV
- 0-50w 50-1kw 2kw-10kw
- Antena FM
- Antena telewizyjna
- antena Accessory
- Kabel Złącze Splitter zasilania Dummy obciążenia
- Tranzystor RF
- Zasilacz laboratoryjny
- Urządzenia audio
- DTV Front End Equipment
- system link
- System STL System Link mikrofalowa
- Radio FM
- power Meter
- Produkty z drewna
- Specjalnie dla koronawirusa
produkty Tagi
Miejsca Fmuser
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> Afrikaans
- sq.fmuser.net -> albański
- ar.fmuser.net -> arabski
- hy.fmuser.net -> Armeński
- az.fmuser.net -> Azerbejdżański
- eu.fmuser.net -> baskijski
- be.fmuser.net -> białoruski
- bg.fmuser.net -> bułgarski
- ca.fmuser.net -> kataloński
- zh-CN.fmuser.net -> chiński (uproszczony)
- zh-TW.fmuser.net -> chiński (tradycyjny)
- hr.fmuser.net -> chorwacki
- cs.fmuser.net -> czeski
- da.fmuser.net -> duński
- nl.fmuser.net -> holenderski
- et.fmuser.net -> estoński
- tl.fmuser.net -> filipiński
- fi.fmuser.net -> fiński
- fr.fmuser.net -> francuski
- gl.fmuser.net -> galicyjski
- ka.fmuser.net -> gruziński
- de.fmuser.net -> niemiecki
- el.fmuser.net -> grecki
- ht.fmuser.net -> kreolski haitański
- iw.fmuser.net -> hebrajski
- hi.fmuser.net -> hindi
- hu.fmuser.net -> węgierski
- is.fmuser.net -> islandzki
- id.fmuser.net -> indonezyjski
- ga.fmuser.net -> irlandzki
- it.fmuser.net -> włoski
- ja.fmuser.net -> japoński
- ko.fmuser.net -> koreański
- lv.fmuser.net -> łotewski
- lt.fmuser.net -> litewski
- mk.fmuser.net -> macedoński
- ms.fmuser.net -> malajski
- mt.fmuser.net -> maltański
- no.fmuser.net -> norweski
- fa.fmuser.net -> perski
- pl.fmuser.net -> polski
- pt.fmuser.net -> portugalski
- ro.fmuser.net -> rumuński
- ru.fmuser.net -> rosyjski
- sr.fmuser.net -> serbski
- sk.fmuser.net -> słowacki
- sl.fmuser.net -> słoweński
- es.fmuser.net -> hiszpański
- sw.fmuser.net -> suahili
- sv.fmuser.net -> szwedzki
- th.fmuser.net -> Tajski
- tr.fmuser.net -> turecki
- uk.fmuser.net -> ukraiński
- ur.fmuser.net -> Urdu
- vi.fmuser.net -> wietnamski
- cy.fmuser.net -> walijski
- yi.fmuser.net -> jidysz
Proces produkcji PCB | 16 kroków do wykonania płytki PCB
„Produkcja PCB jest bardzo ważna w branży PCB, jest ściśle związana z projektowaniem PCB, ale czy naprawdę znasz wszystkie etapy wytwarzania PCB w produkcji PCB? W tym dziale pokażemy Ci 16 etapów procesu produkcji PCB. W tym czym są i jak działają w procesie produkcji PCB ----- FMUSER "
Dzielenie się jest dbaniem o innych!
KROK 1: Projektowanie PCB - projektowanie i produkcja
KROK 2: Drukowanie plików PCB - Generowanie filmu z projektu PCB
KROK 3: Warstwy wewnętrzne Imaging Transfer - DRUKUJ WARSTWY WEWNĘTRZNE
KROK 4: Wytrawianie miedzi - usuwanie niechcianej miedzi
KROK 5: Wyrównanie warstw - Laminowanie warstw razem
KROK 6: Wiercenie otworów - do mocowania komponentów
KROK 7: Zautomatyzowana inspekcja optyczna (tylko wielowarstwowe PCB)
KROK 8: OXIDE (tylko wielowarstwowe PCB)
KROK 9: Wytrawianie warstwy zewnętrznej i końcowe usuwanie pasków
KROK 10: Maska lutownicza, sitodruk i wykończenia powierzchni
KROK 12: Test elektryczny - testowanie sondy latającej
KROK 13: Produkcja - profilowanie i punktacja V
KROK 14: Mikrosekcja - dodatkowy krok
KROK 15: Kontrola końcowa - Kontrola jakości PCB
KROK 16: Opakowanie - służy temu, czego potrzebujesz
Projektowanie obwodów drukowanych
Projektowanie obwodu drukowanego jest początkowym etapem procesu wytrawiania, natomiast etap inżyniera CAM jest pierwszym krokiem w produkcji PCB nowej płytki drukowanej,Projektant analizuje wymagania i dobiera odpowiednie komponenty, takie jak procesor, zasilacz itp. Tworzy plan spełniający wszystkie wymagania.

Ale zawsze pamiętaj, że płytki drukowane powinny być rygorystycznie kompatybilne z układem PCB stworzonym przez projektanta przy użyciu oprogramowania do projektowania PCB. Jeśli jesteś projektantem, powinieneś poinformować swojego producenta kontraktowego o wersji oprogramowania do projektowania PCB użytego do zaprojektowania obwodu, ponieważ pomaga to uniknąć problemów spowodowanych rozbieżnościami przed wyprodukowaniem PCB.
Gdy projekt jest gotowy, wydrukuj go na papierze transferowym. Upewnij się, że wzór będzie pasował do błyszczącej strony papieru.
Istnieje również wiele terminów dotyczących PCB, związanych z produkcją, projektowaniem PCB itp. Po przeczytaniu niektórych terminów PCB z poniższej strony możesz lepiej zrozumieć działanie płytek drukowanych!
Przeczytaj także: Glosariusz terminologii PCB (przyjazny dla początkujących) | Projektowanie PCB
Zwykle dane przychodzą w formacie pliku znanym jako rozszerzony Gerber (Gerber jest również nazywany RX274x), który jest najczęściej używanym programem, chociaż można użyć innych formatów i baz danych.
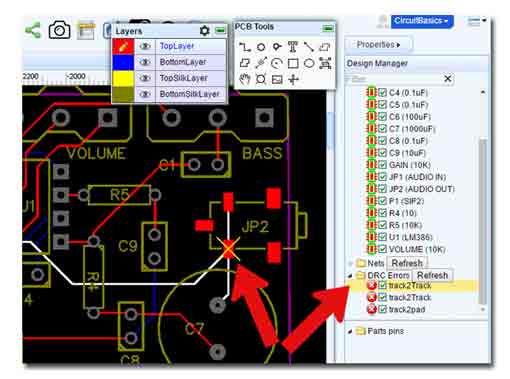
Gdy układ projektu PCB zostanie wprowadzony do oprogramowania Gerber Extended, sprawdzane są wszystkie aspekty projektu, aby zapewnić brak błędów.
Po dokładnym zbadaniu gotowy projekt PCB trafia do wytwórni PCB do produkcji. Po dostarczeniu projekt przechodzi drugą kontrolę przez producenta, zwaną kontrolą projektu do produkcji (DFM), która zapewnia:
● Projekt PCB można wyprodukować
● Projekt PCB spełnia wymagania dotyczące minimalnych tolerancji podczas procesu produkcyjnego
▲ Z POWROTEM ▲
Przeczytaj także: Co to jest płytka drukowana (PCB) | Wszystko co musisz wiedzieć
KROK 2: Plotowanie plików PCB - Generowanie filmu z projektu PCB
Gdy już zdecydujesz się na projekt PCB, następnym krokiem jest wydrukowanie go. Zwykle odbywa się to w ciemni o kontrolowanej temperaturze i wilgotności. Różne warstwy folii fotograficznej PCB są wyrównane poprzez wybicie precyzyjnych otworów rejestracyjnych w każdym arkuszu folii. Film ma pomóc w stworzeniu figury miedzianej ścieżki.
Porady: Jako projektant PCB, po wyprowadzeniu plików schematów PCB, nie zapomnij przypomnieć producentom o przeprowadzeniu kontroli DFM
Specjalna drukarka zwana fotoploterem laserowym jest powszechnie używana do drukowania PCB, chociaż jest to drukarka laserowa, nie jest to standardowa drukarka laserowa.
Ale ten proces filmowania nie jest już odpowiedni dla miniaturyzacji i postępu technologicznego. W pewnym sensie staje się przestarzały.
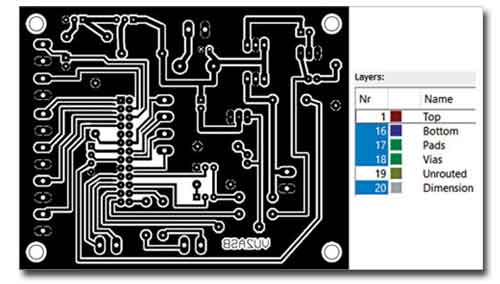
Laserowy fotoplotter pobiera dane z płyty i przekształca je w obraz pikselowy, a następnie laser zapisuje to na kliszy, a naświetlona klisza jest automatycznie wywoływana i wyładowywana dla operatora.
Efektem końcowym jest arkusz plastiku ze zdjęciem negatywu PCB czarnym tuszem. W przypadku wewnętrznych warstw PCB czarny atrament reprezentuje przewodzące miedziane części PCB. Pozostała przezroczysta część obrazu oznacza obszary materiału nieprzewodzącego. Warstwy zewnętrzne mają odwrotny wzór: przezroczysty dla miedzi, ale czarny odnosi się do obszaru, który zostanie wytrawiony. Ploter automatycznie wywołuje film, a film jest bezpiecznie przechowywany, aby zapobiec niepożądanemu kontaktowi.
Każda warstwa płytki drukowanej i maski lutowniczej otrzymuje własną przezroczystą i czarną folię. W sumie dwuwarstwowa płytka PCB wymaga czterech arkuszy: dwóch na warstwy i dwóch na soldermaskę. Co istotne, wszystkie filmy muszą do siebie idealnie pasować. Kiedy są używane w harmonii, odwzorowują wyrównanie PCB.
Aby uzyskać idealne wyrównanie wszystkich filmów, należy przebić otwory rejestracyjne przez wszystkie folie. Dokładność otworu następuje poprzez dostosowanie stołu, na którym leży folia. Kiedy drobne kalibracje stołu prowadzą do optymalnego dopasowania, otwór jest wykrawany. Otwory zmieszczą się w kołkach rejestracyjnych w następnym etapie procesu obrazowania.
Przeczytaj także: Montaż przelotowy a montaż powierzchniowy | Jaka jest różnica?
▲ Z POWROTEM ▲
Ten krok dotyczy tylko desek z więcej niż dwiema warstwami. Proste dwuwarstwowe deski przechodzą do wiercenia. Płyty wielowarstwowe wymagają więcej kroków.
Pierwszym krokiem jest oczyszczenie miedzi.
W konstrukcji PCB czystość ma znaczenie. Laminat po stronie miedzianej jest czyszczony i wprowadzany do odkażonego środowiska. Zawsze pamiętaj, aby upewnić się, że kurz nie dostał się na powierzchnię, gdzie mógłby spowodować zwarcie lub przerwę w obwodzie gotowej płytki drukowanej.
Czysty panel otrzymuje warstwę fotoczułej błony zwanej fotorezystem. Drukarka wykorzystuje mocne lampy UV, które utwardzają fotorezyst przez przezroczystą folię, aby zdefiniować miedziany wzór.
Zapewnia to dokładne dopasowanie kliszy fotograficznej do fotorezystu.
Operator ładuje pierwszą folię na szpilki, następnie powlekany panel, a następnie drugą folię. Podstawa drukarki posiada kołki pasujące do otworów w narzędziach fotograficznych oraz w panelu, co zapewnia precyzyjne wyrównanie górnej i dolnej warstwy.
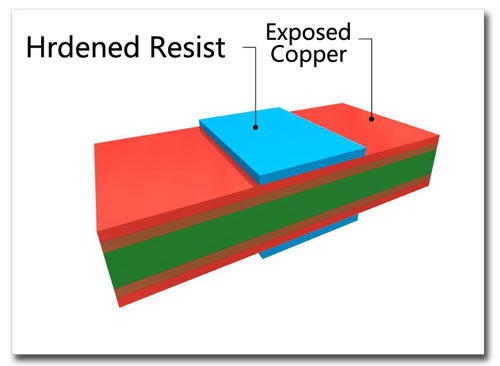
Folia i płyta układają się w jednej linii i otrzymują strumień światła UV. Światło przechodzi przez przezroczyste części folii, utwardzając fotorezyst na miedzi pod spodem. Czarny tusz z plotera zapobiega przedostawaniu się światła do obszarów, które nie mają stwardnieć i są przeznaczone do usunięcia.
Pod czarnymi obszarami opór pozostaje nieutwardzony. Pomieszczenie czyste wykorzystuje żółte oświetlenie, ponieważ fotorezyst jest wrażliwy na promieniowanie UV.

Produkt wyłania się z oporem prawidłowo pokrywającym obszary miedzi, które mają pozostać w ostatecznej formie. Technik sprawdza tablice, aby upewnić się, że na tym etapie nie wystąpią żadne błędy. Cała rezystancja obecna w tym miejscu oznacza miedź, która pojawi się w gotowej płytce drukowanej.
Przeczytaj także: Projekt PCB | Schemat blokowy procesu produkcji PCB, PPT i PDF
▲ Z POWROTEM ▲
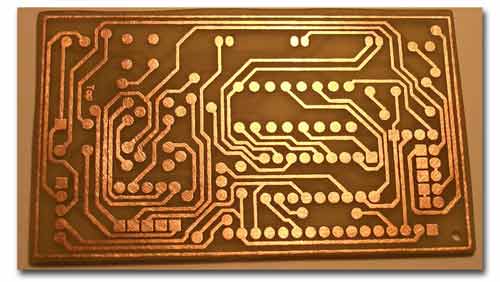
KROK 4: Wytrawianie miedzi - usuwanie niechcianej miedzi
W produkcji PCB wytrawianie to proces usuwania niepożądanej miedzi (Cu) z płytki drukowanej. Niechciana miedź to nic innego jak miedź nieobwodowa, która jest usuwana z płytki. W rezultacie uzyskuje się pożądany wzór obwodu. Podczas tego procesu miedź podstawowa lub miedź początkowa jest usuwana z płytki.
Nieutwardzony fotorezyst jest usuwany, a utwardzona maseczka chroni żądaną miedź, płyta przechodzi do niepożądanego usuwania miedzi. Do zmywania nadmiaru miedzi używamy kwaśnego środka wytrawiającego. Tymczasem miedź, którą chcemy zachować, pozostaje całkowicie pokryta warstwą fotorezystu.
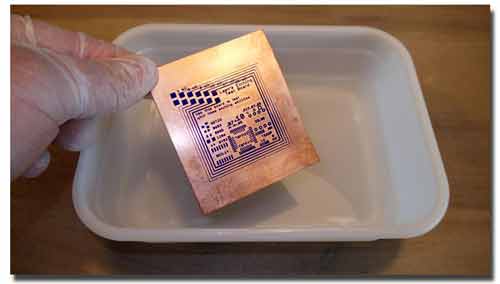
Producenci PCB zwykle stosują proces wytrawiania na mokro. Podczas wytrawiania na mokro niepożądany materiał rozpuszcza się po zanurzeniu w roztworze chemicznym.
Istnieją dwie metody wytrawiania na mokro:
● Wytrawianie alkaliczne (amoniak)
Metoda kwasowa służy do wytrawiania wewnętrznych warstw PCB. Ta metoda obejmuje rozpuszczalniki chemiczne, takie jak Chlorek żelazowy (FeCl3) OR Chlorek miedziowy (CuCl2).
Metoda alkaliczna służy do wytrawiania zewnętrznych warstw PCB. Tutaj wykorzystywane są chemikalia chlorek miedzi (CuCl2 Castle, 2H2O) + chlorowodorek (HCl) + nadtlenek wodoru (H2O2) + skład wody (H2O). Metoda alkaliczna to szybki proces i trochę kosztowna.
Proces jest dokładnie kontrolowany, aby mieć pewność, że szerokości gotowych przewodów są zgodne z projektem. Jednak projektanci powinni mieć świadomość, że grubsze folie miedziane wymagają szerszych odstępów między torami. Operator dokładnie sprawdza, czy cała niepożądana miedź została wytrawiona
Po usunięciu niechcianej miedzi płyta jest poddawana obróbce w celu zdzierania, w którym cyna lub cyna / chudy materiał lub fotorezyst są usuwane z płyty.
Teraz niechciana miedź jest usuwana za pomocą roztworu chemicznego. To rozwiązanie usunie dodatkową miedź bez uszkadzania utwardzonej fotorezystu.
Przeczytaj także: Jak poddać recyklingowi zużytą płytkę drukowaną? | Rzeczy, które powinieneś wiedzieć
▲ Z POWROTEM ▲
KROK 5: Wyrównanie warstw - Laminowanie warstw razem
Wraz z cienkimi warstwami folii miedzianej pokrywającej zewnętrzne powierzchnie górnej i dolnej strony płytki, pary warstw układane są w stos, tworząc „kanapkę” PCB. Aby ułatwić łączenie warstw, każda para warstw będzie miała między nimi włożony arkusz „prepregu”. Prepreg to materiał z włókna szklanego impregnowany żywicą epoksydową, która topi się pod wpływem ciepła i ciśnienia w procesie laminowania. Gdy prepreg ostygnie, połączy ze sobą pary warstw.
Aby wyprodukować wielowarstwową płytkę drukowaną, naprzemienne warstwy arkusza z włókna szklanego nasycanego żywicą epoksydową zwanego prepregiem i przewodzącego materiału rdzenia są laminowane razem w wysokiej temperaturze i ciśnieniu za pomocą prasy hydraulicznej. Ciśnienie i ciepło powodują, że prepregu topi się i łączy ze sobą warstwy. Po schłodzeniu uzyskany materiał podlega tym samym procesom produkcyjnym, co dwustronna płytka drukowana. Oto więcej szczegółów na temat procesu laminowania na przykładzie 4-warstwowej płytki drukowanej:

Wspólne komponowanie planszy podczas tej fazy wymaga dużej dbałości o szczegóły, aby zachować prawidłowe wyrównanie obwodów na różnych warstwach. Gdy stos jest gotowy, warstwowe warstwy są laminowane, a ciepło i ciśnienie procesu laminowania połączą warstwy razem w jedną płytkę drukowaną.
▲ Z POWROTEM ▲
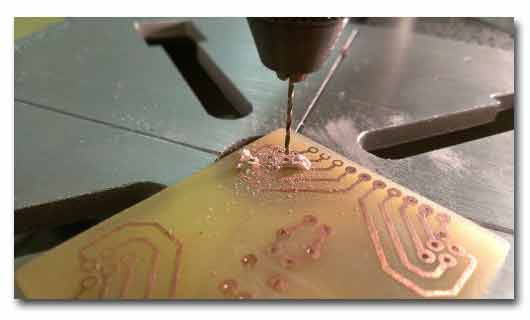
KROK 6: Wiercenie otworów - do mocowania komponentów
Przelotki, mocowania i inne otwory przewiercone są przez PCB (zwykle w stosach paneli, w zależności od głębokości wiercenia). Dokładność i czyste ściany otworów są niezbędne, a zapewnia to wyrafinowana optyka.
Aby znaleźć lokalizację celów wiercenia, lokalizator promieni rentgenowskich identyfikuje odpowiednie punkty celu wiercenia. Następnie wiercone są odpowiednie otwory rejestracyjne, aby zabezpieczyć stos dla szeregu bardziej specyficznych otworów.
Przed wierceniem technik umieszcza płytę materiału buforowego pod tarczą wiertła, aby zapewnić czysty odwiert. Materiał wyjściowy zapobiega niepotrzebnemu rozdzieraniu się na wyjściach wiertła.
Komputer steruje każdym mikro-ruchem wiertarki - naturalne jest, że produkt, który określa zachowanie maszyn, opierałby się na komputerach. Maszyna sterowana komputerowo wykorzystuje plik wiercenia z pierwotnego projektu do identyfikacji odpowiednich miejsc do wiercenia.
Po wywierceniu otworów są one czyszczone za pomocą procesów chemicznych i mechanicznych w celu usunięcia smug żywicy i zanieczyszczeń spowodowanych wierceniem. Cała odsłonięta powierzchnia płyty, łącznie z wnętrzem otworów, jest następnie pokryta chemicznie cienką warstwą miedzi. Tworzy to metalową podstawę do powlekania galwanicznego dodatkowej miedzi w otworach i na powierzchni w następnym kroku.
Po zakończeniu wiercenia dodatkowa miedź, która wyściela krawędzie płyty produkcyjnej, jest usuwana za pomocą narzędzia do profilowania.
▲ Z POWROTEM ▲
KROK 7: Zautomatyzowana inspekcja optyczna (tylko wielowarstwowe PCB)
Po laminowaniu niemożliwe jest uporządkowanie błędów w warstwach wewnętrznych. Dlatego panel przed sklejeniem i laminacją poddawany jest automatycznej kontroli optycznej. Maszyna skanuje warstwy za pomocą czujnika laserowego i porównuje go z oryginalnym plikiem Gerber, aby wyszczególnić ewentualne rozbieżności.
Gdy wszystkie warstwy są czyste i gotowe, należy je sprawdzić pod kątem wyrównania. Zarówno warstwa wewnętrzna, jak i zewnętrzna zostaną wyrównane za pomocą wcześniej wywierconych otworów. Optyczna dziurkarka wierci szpilkę nad otworami, aby utrzymać wyrównane warstwy. Następnie rozpoczyna się proces kontroli, aby upewnić się, że nie ma żadnych niedoskonałości.
Najczęstsze zdarzenia występujące podczas procesu tworzenia obrazu warstwy, które powodują krótki lub otwarty problem, to:
● Obraz jest nieprawidłowo naświetlony, co powoduje zwiększenie / zmniejszenie rozmiaru funkcji.
● Słaba sucha powłoka jest odporna na adhezję, co może powodować wyszczerbienia, nacięcia lub dziury w wytrawionym wzorze.
● Miedź jest niedotrawione, pozostawiając niepożądaną miedź lub powodując wzrost rozmiaru lub szortów.
● Miedź jest nadtrawioneusuwanie niezbędnych elementów miedzianych, tworzenie zmniejszonych rozmiarów elementów lub cięć.
Ostatecznie AOI jest ważną częścią procesu produkcyjnego, który pomaga zapewnić dokładność, jakość i terminowość dostaw PCB.
▲ Z POWROTEM ▲
Tlenek (zwany czarnym tlenkiem lub brązowym tlenkiem w zależności od procesu), to obróbka chemiczna wewnętrznych warstw wielowarstwowych płytek PCB przed laminowaniem w celu zwiększenia chropowatości platerowanej miedzi w celu zwiększenia siły wiązania laminatu. Ten proces pomaga zapobiegać rozwarstwianiu lub oddzielaniu się między dowolnymi warstwami materiału podstawowego lub między laminatem a folią przewodzącą po zakończeniu procesu produkcyjnego.
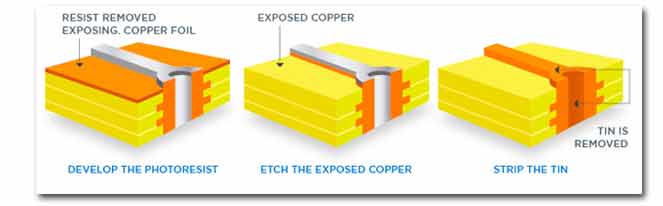
KROK 9: Wytrawianie i końcowe usuwanie warstwy zewnętrznej
Usuwanie fotorezystu
Po powleczeniu panelu fotorezyst staje się niepożądany i należy go zdjąć z panelu. Odbywa się to w pliku proces poziomy zawierający czysty alkaliczny roztwór, który skutecznie usuwa fotorezyst, pozostawiając miedź bazową panelu odsłoniętą do usunięcia w następnym procesie trawienia.
Puszka chroni idealną miedź na tym etapie. Niepożądana odsłonięta miedź i miedź pod resztą warstwy maskującej są usuwane. W tym wytrawieniu używamy wytrawiacza amoniakalnego do wytrawiania niepożądanej miedzi. W międzyczasie cyna zabezpiecza potrzebną miedź na tym etapie.
Regiony i połączenia przewodzące są legalnie rozliczane na tym etapie.
Zdzieranie cyny
Po procesie wytrawiania miedź obecna na PCB jest pokryta masą odporną na trawienie, tj. Cyną, która nie jest już potrzebna. W związku z tym, zdejmujemy go, zanim przejdziemy dalej. Możesz użyć stężonego kwasu azotowego do usunięcia puszki. Kwas azotowy jest bardzo skuteczny w usuwaniu cyny i nie uszkadza miedzianych ścieżek obwodów pod metalową cyną. W ten sposób masz teraz wyraźny, wyraźny zarys miedzi na PCB.
Po zakończeniu powlekania panelu, sucha powłoka jest odporna na resztki, a miedź, która znajduje się pod spodem, musi zostać usunięta. Panel przejdzie teraz przez proces strip-etch-strip (SES). Panel jest pozbawiony maski, a miedź, która jest teraz odsłonięta i nie jest pokryta cyną, zostanie wytrawiona, tak że pozostaną tylko ślady i podkładki wokół otworów i inne miedziane wzory. Suchą warstwę usuwa się z paneli pokrytych cyną, a odsłoniętą miedź (niezabezpieczoną cyną) wytrawia, pozostawiając pożądany wzór obwodów. W tym momencie podstawowe obwody na płycie są kompletne
▲ Z POWROTEM ▲
KROK 10: Maska lutownicza, sitodruk i wykończenia powierzchni
Aby zabezpieczyć płytę podczas montażu, materiał maski lutowniczej nakładany jest z wykorzystaniem procesu naświetlania promieniami UV, podobnego do tego, jaki był stosowany z fotorezystem. Ta maska lutownicza będzie zakryć całą powierzchnię płytki z wyjątkiem metalowych podkładek i elementów, które zostaną przylutowane. Oprócz maski lutowniczej, na płytce są nanoszone sitodrukiem oznaczenia komponentów i inne oznaczenia na płytce. Zarówno maska lutownicza, jak i atrament sitodrukowy są utwardzane przez pieczenie płytki drukowanej w piekarniku.
Płytka drukowana będzie miała również wykończenie powierzchni nałożone na odsłonięte metalowe powierzchnie. Pomaga to chronić odsłonięty metal i wspomaga operację lutowania podczas montażu. Jednym z przykładów wykończenia powierzchni jest poziomowanie lutem gorącym powietrzem (HASL). Płyta jest najpierw pokryta topnikiem, aby przygotować ją do lutowania, a następnie zanurzona w kąpieli stopionego lutowia. Po wyjęciu płytki z kąpieli lutowniczej, podmuch gorącego powietrza pod wysokim ciśnieniem usuwa nadmiar lutu z otworów i wygładza lutowie na powierzchni metalu.
Aplikacja maski lutowniczej
Po obu stronach płyty nakładana jest maska lutownicza, ale wcześniej panele są pokryte tuszem z maską epoksydową. Płyty otrzymują błysk światła UV, które przechodzi przez lutowniczą maskę. Zakryte fragmenty pozostają nieutwardzone i zostaną usunięte.
Zielony został wybrany jako standardowy kolor soldermaski, ponieważ nie męczy oczu. Zanim maszyny mogły przeprowadzić inspekcję PCB podczas procesu produkcji i montażu, były to wszystkie kontrole ręczne. Górne światło używane przez techników do sprawdzania płyt nie odbija się od zielonej maski lutowniczej i jest najlepsze dla ich oczu.
Nazewnictwo (sitodruk)
Sitodruk lub profilowanie to proces drukowania wszystkich krytycznych informacji na PCB, takich jak identyfikator producenta, numery komponentów nazwy firmy, punkty debugowania. Jest to przydatne podczas serwisowania i napraw.

To także najbardziej artystyczny proces produkcji PCB. Prawie ukończona płytka otrzymuje nadruk czytelnych dla człowieka liter, zwykle używanych do identyfikacji komponentów, punktów testowych, numerów części PCB i PCBA, symboli ostrzegawczych, logo firmy, kodów daty i znaków producenta.
Płytka ostatecznie przechodzi do ostatniego etapu powlekania i utwardzania.
Wykończenie powierzchni w kolorze złotym lub srebrnym
Płytka drukowana jest pokryta złotem lub srebrem, aby zwiększyć zdolność lutowania do płytki, co zwiększy wiązanie lutu.
Nakładanie każdego wykończenia powierzchni może się nieznacznie różnić w trakcie procesu, ale polega na zanurzeniu panelu w kąpieli chemicznej w celu pokrycia dowolnej odsłoniętej miedzi odpowiednim wykończeniem.
Ostatnim procesem chemicznym używanym do produkcji PCB jest wykończenie powierzchni. Podczas gdy maska lutownicza pokrywa większość obwodów, wykończenie powierzchni jest zaprojektowane tak, aby zapobiec utlenianiu pozostałej odsłoniętej miedzi. Jest to ważne, ponieważ utlenionej miedzi nie można lutować. Istnieje wiele różnych wykończeń powierzchni, które można zastosować na płytce drukowanej. Najpopularniejszym jest poziom lutowania gorącym powietrzem (HASL), który jest oferowany zarówno jako led, jak i bezołowiowy. Jednak w zależności od specyfikacji PCB, zastosowania lub procesu montażu, odpowiednie wykończenia powierzchni mogą obejmować bezprądowe niklowe złoto zanurzeniowe (ENIG), miękkie złoto, twarde złoto, srebro zanurzeniowe, cyna zanurzeniowa, organiczny środek konserwujący lutowanie (OSP) i inne.
Płytka drukowana jest następnie pokryta złotym, srebrnym lub bezołowiowym wykończeniem wyrównującym HASL lub gorącym powietrzem. Odbywa się to tak, aby komponenty mogły być przylutowane do utworzonych padów i aby chronić miedź.
▲ Z POWROTEM ▲
KROK 12: Test elektryczny - Testowanie sondy latającej
Jako ostateczne zabezpieczenie przed wykryciem, płyta zostanie przetestowana przez technika pod kątem funkcjonalności. W tym momencie używają zautomatyzowanej procedury, aby potwierdzić funkcjonalność PCB i jej zgodność z oryginalnym projektem.
Zwykle zaawansowana wersja testów elektrycznych o nazwie Testowanie sondy latającej która polega na ruchomych sondach w celu przetestowania parametrów elektrycznych każdej sieci na nieosłoniętej płytce drukowanej, zostanie wykorzystana w teście elektrycznym.
Wszelkie szorty lub otwory zostaną zidentyfikowane, umożliwiając operatorowi naprawę lub wyrzucenie PCB jako uszkodzonej. W zależności od złożoności projektu i liczby punktów testowych, test elektryczny może zająć od kilku sekund do wielu godzin.
Ponadto, w zależności od różnych czynników, takich jak złożoność projektu, liczba warstw i czynnik ryzyka związanego z komponentami, niektórzy klienci rezygnują z testów elektrycznych, aby zaoszczędzić trochę czasu i kosztów. Może to być w porządku w przypadku prostych dwustronnych płytek drukowanych, w przypadku których niewiele rzeczy może się nie udać, ale zawsze zalecamy testy elektryczne w projektach wielowarstwowych, niezależnie od ich złożoności. (Wskazówka: dostarczenie producentowi „listy sieci” oprócz plików projektowych i uwag dotyczących produkcji jest jednym ze sposobów uniknięcia nieoczekiwanych błędów).
▲ Z POWROTEM ▲
KROK 13: Produkcja - Profilowanie i punktacja V
Gdy panel PCB zakończy testy elektryczne, poszczególne płytki są gotowe do oddzielenia od panelu. Ten proces jest wykonywany przez maszynę CNC lub router, który kieruje każdą płytkę z panelu do pożądanego kształtu i wymaganego rozmiaru. Zwykle używane bity routera mają rozmiar 0.030 - 0.093 i aby przyspieszyć proces, wiele paneli może być ułożonych w stos po dwa lub trzy w zależności od całkowitej grubości każdego z nich. Podczas tego procesu maszyna CNC może również wytwarzać szczeliny, fazowania i fazowane krawędzie przy użyciu różnych rozmiarów frezów.
Proces routingu to proces frezowania, w którym frez jest używany do wycinania profilu o pożądanym konturze deski. Panele są „przypięte i ułożone”Jak poprzednio podczas procesu„ Drill ”. Zwykły stos to od 1 do 4 paneli.
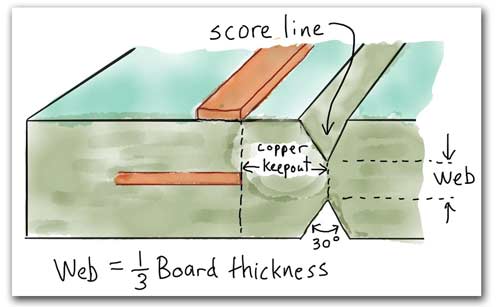
Aby wyprofilować PCB i wyciąć je z panelu produkcyjnego, potrzebujemy cięcia, czyli wycięcia różnych płytek z oryginalnego panelu. Zastosowana metoda polega na zastosowaniu frezarki lub rowka w kształcie litery V. Frezarka pozostawia małe wypustki wzdłuż krawędzi płyty, podczas gdy rowek w kształcie litery V tnie ukośne kanały wzdłuż obu jej stron. Oba sposoby umożliwiają łatwe wyskakiwanie desek z panelu.
Zamiast trasowania pojedynczych małych płytek, płytki PCB mogą być trasowane jako tablice zawierające wiele płytek z zakładkami lub liniami nacięć. Pozwala to na łatwiejszy montaż wielu desek w tym samym czasie, umożliwiając monterowi rozbicie poszczególnych desek po zakończeniu montażu.
Na koniec deski zostaną sprawdzone pod kątem czystości, ostrych krawędzi, zadziorów itp. I wyczyszczone w razie potrzeby.
KROK 14: Mikrosekcja - dodatkowy krok
Mikro-przekrój (znany również jako przekrój) jest opcjonalnym krokiem w procesie produkcji PCB, ale jest cennym narzędziem używanym do walidacji wewnętrznej konstrukcji PCB zarówno do celów weryfikacji, jak i analizy awarii. Aby stworzyć próbkę do badań mikroskopowych materiału, przekrój PCB jest cięty i umieszczany w miękkim akrylu, który twardnieje wokół niego w kształcie krążka hokejowego. Przekrój jest następnie polerowany i oglądany pod mikroskopem. Szczegółową kontrolę można przeprowadzić, sprawdzając wiele szczegółów, takich jak grubość poszycia, jakość wiercenia i jakość połączeń wewnętrznych.

KROK 15: Kontrola końcowa - Kontrola jakości PCB
Na ostatnim etapie procesu inspektorzy powinni poddać każdej płytce drukowanej końcową dokładną kontrolę. Wizualne sprawdzenie PCB pod kątem kryteriów akceptacji. Korzystanie z ręcznej inspekcji wizualnej i AVI - porównuje PCB z Gerber i ma szybszą prędkość sprawdzania niż ludzkie oczy, ale nadal wymaga weryfikacji przez człowieka. Wszystkie zamówienia są również poddawane pełnej kontroli pod względem wymiarów, lutowalności itp aby upewnić się, że produkt spełnia standardy naszych klientówa przed zapakowaniem i wysłaniem na pokładach partii przeprowadzany jest 100% audyt jakości.

● IPC-A-600 - Dopuszczalność płytek drukowanych, która określa branżowy standard jakości w zakresie akceptacji płytek drukowanych.
● IPC-6012 - Specyfikacja dotycząca kwalifikacji i właściwości dla płyt sztywnych, która określa rodzaje płyt sztywnych i opisuje wymagania, jakie należy spełnić podczas produkcji dla trzech klas wydajności płyt - klasy 1, 2 i 3.
Płytka drukowana klasy 1 miałaby ograniczoną żywotność, a wymaganiem jest po prostu funkcja produktu końcowego (np. Otwieracz do drzwi garażowych).
Płytka drukowana klasy 2 to taka, w przypadku której ciągła wydajność, wydłużona żywotność i nieprzerwana praca są pożądane, ale nie mają krytycznego znaczenia (np. Płyta główna do komputerów PC).
Płytka drukowana klasy 3 obejmowałaby zastosowanie końcowe, w przypadku których ciągła wysoka wydajność lub wydajność na żądanie jest krytyczna, awaria nie może być tolerowana, a produkt musi działać, gdy jest to wymagane (np. Systemy kontroli lotu lub systemy obronne).
▲ Z POWROTEM ▲
KROK 16: Opakowanie - spełnia to, czego potrzebujesz
Płyty są pakowane przy użyciu materiałów zgodnych ze standardowymi wymaganiami dotyczącymi pakowania, a następnie pakowane w pudełka przed wysyłką przy użyciu żądanego środka transportu.
I jak łatwo się domyślić, im wyższa klasa, tym droższa płytka drukowana. Ogólnie rzecz biorąc, różnica między klasami jest osiągana poprzez wymaganie bardziej rygorystycznych tolerancji i kontroli, które skutkują bardziej niezawodnym produktem.
Niezależnie od określonej klasy, rozmiary otworów są sprawdzane za pomocą sprawdzianów kołkowych, maska lutownicza i legenda są wizualnie sprawdzane pod kątem ogólnego wyglądu, maska lutownicza jest sprawdzana, aby sprawdzić, czy nie ma naruszenia na padach oraz jakość i pokrycie powierzchni wykończenie jest sprawdzane.
Wytyczne dotyczące inspekcji IPC i ich związek z projektem PCB są bardzo ważne dla projektantów PCB, aby się z nimi zaznajomili, kluczowy jest również proces zamawiania i produkcji.
Nie wszystkie płytki PCB są sobie równe, a zrozumienie tych wytycznych pomoże zapewnić, że wyprodukowany produkt spełni Twoje oczekiwania zarówno pod względem estetyki, jak i wydajności.
Jeśli jesteś POTRZEBUJESZ POMOCY w Projekt PCB lub masz pytania dotyczące Etapy produkcji PCB, nie wahaj się dzielić się z FMUSER, ZAWSZE SŁUCHAMY!

Dzielenie się jest dbaniem o innych!
▲ Z POWROTEM ▲
